Secciones
- Antecedentes
- Bases de partida
- Descripción del proceso
- Campos de aplicación del sulfato amónico
- Propiedades físico – químicas del sulfato amónico
- Conclusiones
Antecedentes
En muchas industrias se producen efluentes que contienen elevados potenciales de cargas contaminantes para el medio ambiente, estos efluentes deben ser sometidos a procesos complejos y costosos para poderlos verter en condiciones adecuadas de acuerdo con la legislación vigente (Ley de Aguas) y además se suelen generar importantes cantidades de residuos que deben ser enviados a un vertedero específico en función de su caracterización, con el resultado de elevados costes de instalaciones, gestión, reactivos, y los correspondientes cánones e impuestos.
El tratamiento de vertidos segregados aporta una serie de ventajas sobre el tratamiento integrado con el resto de los efluentes, pues, en muchos casos, estamos desechando enjuagues que contienen sales o restos de procesos que pueden ser reutilizados, o bien que pueden servir para obtener subproductos con utilidades dentro o fuera de la industria que los genera.
El presente estudio pone como ejemplo un vertido real generado por una industria papelera, que consigue convertir una parte importante de sus efluentes en un producto de utilidad propia y un subproducto del que existe demanda en el mercado, como es el sulfato amónico. De esta forma, además de optimizar sus procesos, se aproxima más al pretendido vertido cero.
Bases de partida
En la mencionada industria se generan varios vertidos, entre los que destacan: uno que contiene un residual de H2SO4 al 1 – 3 %, otro vertido rico en sulfato amónico, o NH3, (5%) y un vertido de NaOH con una concentración del orden del 1%; además existen otros efluentes procedentes de lavados de circuitos y de procesos con alta carga orgánica que se someten a oxidación.
Por otro lado, esta industria consume (NH4)2SO4 y se encuentra en un entorno de riqueza agrícola que demanda fertilizantes. Con este planteamiento, se hicieron diversas pruebas en laboratorio con los distintos efluentes de la fábrica y tras segregar los de H2SO4 más limpios, los que contenían NH3 y los más alcalinos (ricos en NaOH), se proyectó y desarrolló un sistema de generación de (NH4)2SO4.
Descripción del proceso
En un primer estadio, se dispuso una instalación destinada a formar un producto del 2 – 3 % de concentración en peso, de aspecto líquido viscoso que se obtenía al hacer reaccionar el H2SO4 y el NH3 en un tanque.
2 NH3 + H2SO4 <——–> (NH4)2 SO4
El caudal de vertido ácido recuperado fue de 2 m3/h con una concentración media del 2%, lo que representaba un aporte de 40 Kg /h de H2SO4, que equivale a 40/98 = 0,41 kmoles. de H2SO4. Como las reacciones se verifican mol a mol, la cantidad de NH3 necesaria sería de 2 x 0,41 x 17 = 13,94 Kg, que al estar diluido al 5 %, tendría un caudal de: 13,94/0,05 = 0,28 m3/h de efluente amoniacal, aproximadamente.
La solución amoniacal tenía un pH de 9,5 – 10, y para poder separar una parte significativa del NH3 gas, es preciso elevar el pH hasta 12,5 – 13, lo que conseguimos con el vertido de NaOH que está a pH 14 a una concentración del 1 % (aprox. 10 Kg/m3 de NaOH); así con un caudal aproximado de 1,5 m3/h de este vertido, nos acercamos al valor de pH 13, deseado.
Según este balance, la cantidad de (NH4)2SO4 producida sería de 0,41 x 132 = 54,12 Kg/h, que al estar en un caudal de 2,015 m3/h, la concentración de este producto resulta ser de aproximadamente el 2,68 %, (54,12 /2015).
Como se puede observar en el diagrama anexo, se prevén depósitos para el efluente amoniacal, el efluente ácido y el alcalino.
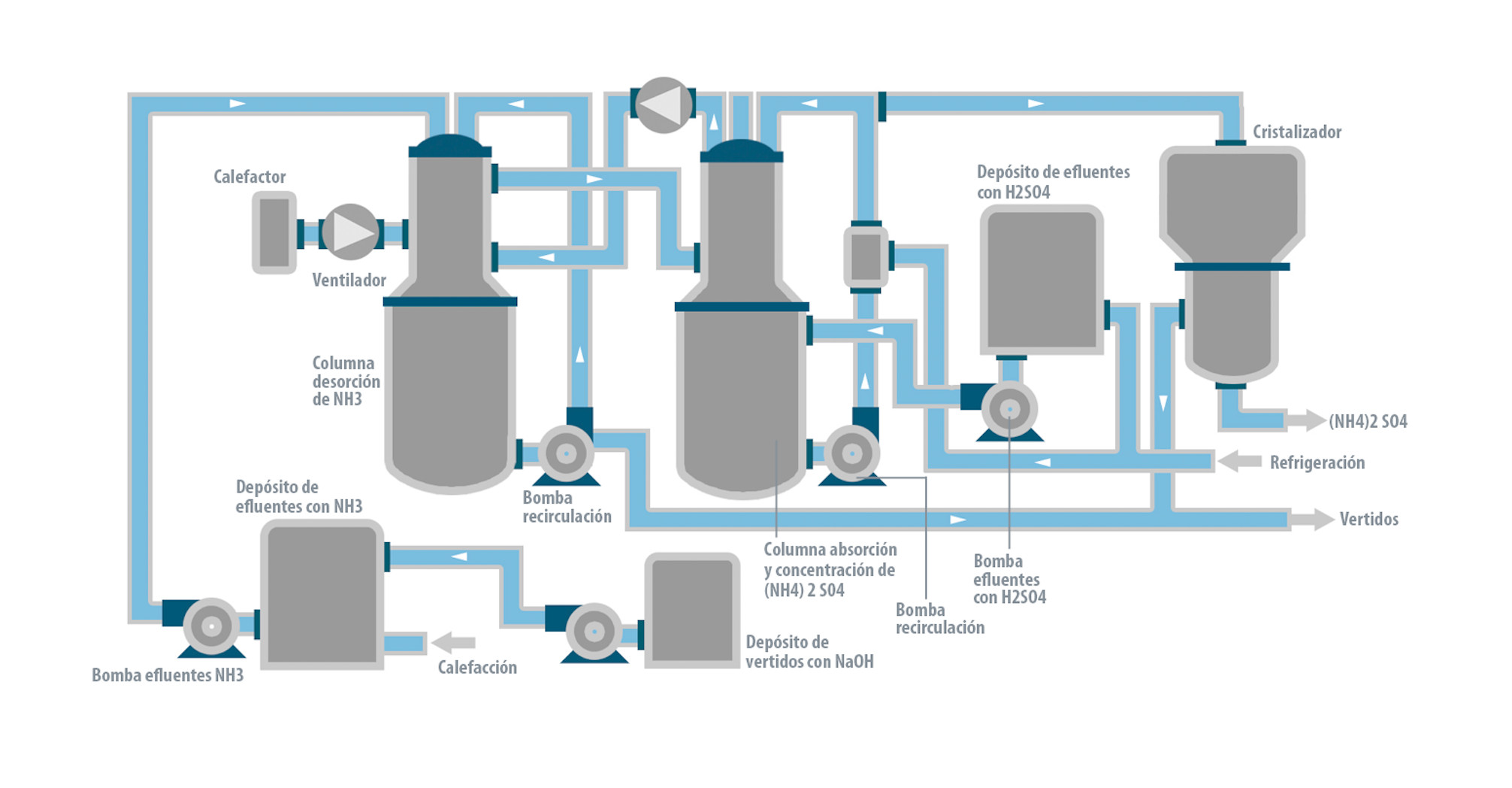
El vertido alcalino se aporta al depósito de vertidos amoniacales a fin de obtener un pH 12,5- 13, lo que se consigue con un bombeo, un sistema de agitación y un pH metro. En el interior del depósito se incrementa la temperatura hasta unos 40 ºC a fin de facilitar la desorción del NH3. Desde aquí se bombea a una torre de stripping que alberga un relleno de alta superficie, a través del cual circulan a contracorriente la solución amoniacal alcalina, y el flujo de aire procedente de un electroventilador que incorpora una resistencia eléctrica para su calefacción, lo que facilitará la separación del NH3 resultante. La solución se recircula con una bomba hasta la zona superior de la torre.
El NH3 es arrastrado por el aire desde la zona superior de la columna de desorción hasta la inferior de la columna de absorción anexa, en la que se aporta el efluente de H2SO4, mediante un grupo de bombeo que aspira del depósito de efluente ácido. Para facilitar la absorción, se enfría el líquido contenido en el depósito dispuesto bajo la torre de absorción hasta una temperatura de unos 5 ºC. mediante un enfriador. De este depósito aspira un grupo de bombeo que recircula la solución ácida sobre la zona alta de la torre de absorción a contracorriente con el gas que asciende por el relleno contenido en ella.
El gas en exceso se puede retornar a la torre de desorción inicial con otro electroventilador para el posible aprovechamiento del NH3 residual. El gas restante se envía al exterior tras su tratamiento mediante el filtro adecuado.
El efluente alcalino del que ya ha sido extraído la mayor parte del NH3, es enviado a la planta depuradora de vertidos.
En un segundo estadio, y, pensando en obtener un producto más concentrado y comercializable, se realizó el tratamiento en un cristalizador que permitía obtener un producto de buena calidad.
Observaciones sobre la instalación
Los materiales deben ser resistentes a la corrosión y abrasión. Se recomienda, PEHD o PRFV con película interior de vinil éster, para las columnas. Se deben evitar los elementos metálicos es las torres, bombas y sobre todo en el circuito ácido. El aconsejable que las bombas sean de tipo de arrastre magnético y construidas en PP. El rodete de las bombas tiende a sufrir desgaste por abrasión. En el caso del cristalizador se opta por un acero inoxidable de alta resistencia a la corrosión como el 316L o el 904 L.
Cuando se detenga el funcionamiento de la instalación, deberá impedirse la cristalización de sales en el relleno y en el depósito y los circuitos de producto concentrado, por lo que se recomienda mantenerla en recirculación.
El relleno de las torres (en particular el de la torre de absorción), debe ser fácilmente desmontable para su posible limpieza.
Campos de aplicación del sulfato amónico
1. Utilización en la agricultura
El (NH4)2SO4 es un producto de aplicación directa para uso agrícola; excelente fertilizante de «inicio» o de «fondo» al momento de la siembra. Es el producto adecuado para todo tipo de terreno y cultivos; de liberación controlada (acción inmediata y efecto prolongado) con buenas cualidades de almacenaje. por ser un fertilizante con nitrógeno y azufre en mayor concentración, el calcio modifica ligeramente el PH del suelo en la zona de colocación, de manera que, el calcio es el mejor aprovechado por el cultivo. Su fluidez y estabilidad química son excelentes, lo que facilita la elaboración de fórmulas fertilizantes en mezclas físicas y su aplicación manual mecánica.
El nitrógeno y fósforo influyen sobre el crecimiento y desarrollo del follaje, raíces y tallos de las plantas, así como el óptimo desarrollo de los microorganismos; el azufre forma parte de los aminoácidos azufrados que se encuentran en las proteínas.
El calcio influye sobre la calidad del producto y resistencia de los frutos o daños por plagas. El sulfato de amonio granular no se pierde por lixiviación a causa de la absorción del amonio por los coloides del suelo y su degradación controlada.
2. Utilización industrial
El (NH4)2SO4 es un producto con alta demanda en el sector industrial Se encuentra presente en adhesivos, plásticos, resinas, tintas, productos farmacéuticos y acabados para productos textiles, papel y metales, industria para la panificación. Se mezcla en el alimento del ganado También se usa en la producción de cosméticos y pinturas. Y es también usado para la elaboración de productos farmacéuticos.

Propiedades físico – químicas del sulfato amónico
Propiedades físicas
En estado puro son cristales blancos en forma de rombos (Placas,
aglomerados), pero en estado comercial de abono presente ligero tono amarillo debido al Sulfuro de Arsénico (proveniente de coquerías).
Densidad: En estado puro es de 1,77, pero el sulfato de amonio agrícola presenta una densidad aparente sin apelmazamiento, de 0,8 a 1,1.
Solubilidad: En el agua es muy grande y aumenta considerablemente con la temperatura. La solubilidad en kg de sulfato de amonio por litro de agua es: a 0 ºC, de 70,6; a 20 ºC, de 7,.4; a 60 ºC, de 88,0 y a 100 ºC, de 103,3.
Higroscopicidad: propia del sulfato de amonio no es muy alta siendo la humedad atmosférica crítica del 70%, pero puede aumentar si existe ácido sulfúrico libre, cuya avidez de agua es muy grande. Índice de Higroscopicidad a 30 ºC = 20.
Punto de fusión: 280 ºC
Presión de vapor: 1,871 KPa a 20ºC
Reacción del abono: Acida. Índice de acidificación = 110
Salinidad: Índice de salinidad = 69.
Propiedades Químicas
Es el resultado de la acción de un ácido fuerte (sulfúrico) sobre una base débil (amoniaco). Esto explica que sus soluciones estén parcialmente hidrolizadas y tengan una reacción ligeramente ácida. Por la misma razón, la ebullición les hace desprender amoniaco. El sulfato amónico puede dar con oxidantes fuerte, como los cloratos, mezclas explosivas.
A temperatura elevada se produce pérdida de NH3. Se descompone fácilmente a temperatura normal con los productos alcalinos, produciéndose desprendimiento de amoniaco.
Productos Comerciales
El sulfato de amonio agrícola se presenta comercialmente en forma de:
Sulfato de síntesis, de 21% de N
Sulfato de recuperación: de 20.5 a 20.8% N
Ficha técnica del producto

Conclusiones
Aunque parezca una obviedad, no hay efluente mejor tratado ni que perjudique menos al medio ambiente que aquel que no se llega a verter. Además, en muchas ocasiones, determinados vertidos pueden afectar mucho al efluente general de la fábrica, aunque representen un pequeño volumen, pues su concentración, toxicidad o carga contaminante pueden ser proporcionalmente elevadas frente al resto de los efluentes a depurar. En estos casos convendrá segregarlos y tratarlos aparte o bien enviarlos a un tratador. En cualquier caso, será conveniente reducir su volumen a fin de minimizar el coste de transporte e incluso llegar a evacuarlo con un residuo sólido, lo que se consigue por medios mecánicos ( filtros prensa, centrifugas, filtros banda…etc.) o por evaporación de bajo consumo ( evaporadores a vacío, termocompresión…etc.) Aunque estos procesos son costosos, se suelen amortizar a medio plazo, pues la depuradora general de la fábrica podrá ser más simple, y sus costes de instalación y explotación también serán menores y lo más importante: el riesgo de contaminación medioambiental se minimizará.
¿Qué mejor solución que conseguir revalorizar estos efluentes? Esto reduce en forma muy importante el plazo de amortización de la inversión – explotación. El caso planteado en este artículo es un claro ejemplo de ello.
Bibliografía
- Manual del Ingeniero Químico (tomo I) 6ª edición
- Elementos de Ingeniería Química (Vian Ocón)
- https://quimica.laguia2000.com/general/sulfato-de-amonio (Sept. 2010)
- Biblioteca universitaria – Universidad de Oviedo.

