Ingeniería ambiental para el sector industrial
Puedes buscar artículos por categoría
Sectores
Tecnologías
O puedes buscarlos por palabra clave
Últimos artículos
 Tecnologías para la conservación de los océanosLa conservación de los océanos es un prioridad medioambiental a nivel global. Analizamos las medidas de prevención y tratamiento para su preservación.
Tecnologías para la conservación de los océanosLa conservación de los océanos es un prioridad medioambiental a nivel global. Analizamos las medidas de prevención y tratamiento para su preservación. Fotocatálisis para el tratamiento de emisiones COV’sLa fotocatálisis es una novedosa tecnología para el tratamiento de emisiones de COV's (compuestos orgánicos volátiles) que no genera CO2.
Fotocatálisis para el tratamiento de emisiones COV’sLa fotocatálisis es una novedosa tecnología para el tratamiento de emisiones de COV's (compuestos orgánicos volátiles) que no genera CO2.Reducción catalítica selectiva (RCS)El proceso de reducción catalítica selectiva (RCS) está pensado para la reducción de los NOx con NH3, en presencia de exceso de O2 y un catalizador apropiado, para transformarse en sustancias inocuas tales como agua y nitrógeno. El amoníaco en forma de hidróxido amónico líquido, es vaporizado, diluido con aire e inyectado directamente en la […]
Oxidación térmica recuperativaLa oxidación térmica recuperativa es una tecnología de tratamiento de COV que requiere de unos costes de inversión menores que la regenerativa, pero que tiene un coste de gestión superior, debido a un mayor consumo de combustible. La oxidación térmica recuperativa es una tecnología que permite la eliminación de los contaminantes que lleva un gas […]
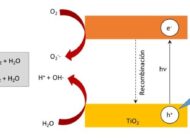 Fotooxidación para el tratamiento de efluentes industrialesLa fotooxidación es un método eficaz para depurar efluentes industriales de difícil tratamiento. Existen dos variantes: la fotólisis y la fotocatálisis.
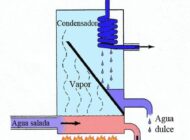
Fotooxidación para el tratamiento de efluentes industrialesLa fotooxidación es un método eficaz para depurar efluentes industriales de difícil tratamiento. Existen dos variantes: la fotólisis y la fotocatálisis. Cristalización de sal y agua (tratamiento de efluentes)La cristalización de sal, o tratamiento de salmueras, es un proceso que se da en sectores que generan aguas residuales con un alto contenido en sales.
Cristalización de sal y agua (tratamiento de efluentes)La cristalización de sal, o tratamiento de salmueras, es un proceso que se da en sectores que generan aguas residuales con un alto contenido en sales. Tratamiento de emulsiones (aguas residuales aceitosas)Analizamos las diferentes tecnologías para el tratamiento de emulsiones, o aguas residuales aceitosas: flotación, evaporación, tratamiento biológico, etc.
Tratamiento de emulsiones (aguas residuales aceitosas)Analizamos las diferentes tecnologías para el tratamiento de emulsiones, o aguas residuales aceitosas: flotación, evaporación, tratamiento biológico, etc. Ósmosis forzada para el tratamiento de aguas salinasLa ósmosis forzada es una innovadora tecnología de membranas, especialmente adecuada para el tratamiento de aguas salinas y salmueras.
Ósmosis forzada para el tratamiento de aguas salinasLa ósmosis forzada es una innovadora tecnología de membranas, especialmente adecuada para el tratamiento de aguas salinas y salmueras.