 Ósmosis forzada para el tratamiento de aguas salinasLa ósmosis forzada es una innovadora tecnología de membranas, especialmente adecuada para el tratamiento de aguas salinas y salmueras.
Ósmosis forzada para el tratamiento de aguas salinasLa ósmosis forzada es una innovadora tecnología de membranas, especialmente adecuada para el tratamiento de aguas salinas y salmueras.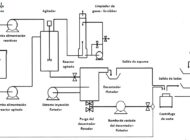 Nuevo sistema de tratamiento de salmueras para la industria cárnicaNuevo proceso para el tratamiento de salmueras en la industria cárnica que utiliza tecnologías como la decantación, la centrifugación y la evaporación al vacío.
Nuevo sistema de tratamiento de salmueras para la industria cárnicaNuevo proceso para el tratamiento de salmueras en la industria cárnica que utiliza tecnologías como la decantación, la centrifugación y la evaporación al vacío.

