Desgasificación Térmica para el tratamiento de aguas de proceso para calderasLa desgasificación térmica se utiliza para el tratamiento de aguas de alimentación a calderas y elimina los gases disueltos en el agua desmineralizada.
Desgasificación Térmica para el tratamiento de aguas de proceso para calderasLa desgasificación térmica se utiliza para el tratamiento de aguas de alimentación a calderas y elimina los gases disueltos en el agua desmineralizada. ¿Cómo afecta el cambio climático a nuestra salud?Vemos cuáles son los riesgos para la salud humana asociados con el cambio climático y el aumento de la contaminación que conlleva el calentamiento global.
¿Cómo afecta el cambio climático a nuestra salud?Vemos cuáles son los riesgos para la salud humana asociados con el cambio climático y el aumento de la contaminación que conlleva el calentamiento global. Tecnologías para la conservación de los océanosLa conservación de los océanos es un prioridad medioambiental a nivel global. Analizamos las medidas de prevención y tratamiento para su preservación.
Tecnologías para la conservación de los océanosLa conservación de los océanos es un prioridad medioambiental a nivel global. Analizamos las medidas de prevención y tratamiento para su preservación. Tratamiento de emulsiones (aguas residuales aceitosas)Analizamos las diferentes tecnologías para el tratamiento de emulsiones, o aguas residuales aceitosas: flotación, evaporación, tratamiento biológico, etc.
Tratamiento de emulsiones (aguas residuales aceitosas)Analizamos las diferentes tecnologías para el tratamiento de emulsiones, o aguas residuales aceitosas: flotación, evaporación, tratamiento biológico, etc. Indicadores de sostenibilidad ambientalLos indicadores de sostenibilidad ambiental permiten evaluar la responsabilidad y sostenibilidad ambiental de un individuo, organización o comunidad.
Indicadores de sostenibilidad ambientalLos indicadores de sostenibilidad ambiental permiten evaluar la responsabilidad y sostenibilidad ambiental de un individuo, organización o comunidad.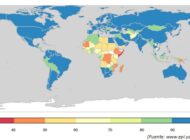 Los países más contaminantes y los más sostenibles del mundoAnalizamos cuales son los países más contaminantes y los más sostenibles del mundo y en base a qué variables se elaboran ambos rankings.
Los países más contaminantes y los más sostenibles del mundoAnalizamos cuales son los países más contaminantes y los más sostenibles del mundo y en base a qué variables se elaboran ambos rankings. Eliminación de NOx (óxidos de nitrógeno)La eliminación de NOx (Óxidos de nitrógeno) es básica para la salud y el medioambiente, analizamos métodos y tecnologías para su eliminación y tratamiento.
Eliminación de NOx (óxidos de nitrógeno)La eliminación de NOx (Óxidos de nitrógeno) es básica para la salud y el medioambiente, analizamos métodos y tecnologías para su eliminación y tratamiento.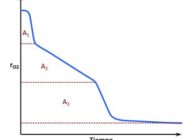 Caracterización del agua residualLa caracterización del agua residual permite conocer los contaminantes hallados y su concentración para determinar el mejor proceso de tratamiento.
Caracterización del agua residualLa caracterización del agua residual permite conocer los contaminantes hallados y su concentración para determinar el mejor proceso de tratamiento.